TE 55 마이크로 피팅 & 베어링 프레팅 시험기 (MICRO-PITTING & BEARING FRETTING Tester)
영국 Phoenix Tribology사의 모델 TE 55 마이크로 피팅 & 베어링 프레팅 시험기 (Micro-Pitting & Fretting Tester) – 개요
- 모델 TE 55는 실제 베어링을 직접 시험하는 장비가 아니라, 롤러와 레이스 사이에서 발생하는 접촉 압력, 미끄럼 구름 비율(Slide-Roll Ratio), 윤활 상태 등 베어링의 핵심 접촉 조건을 단순화하여 재현 함으로써, 마이크로 피팅(Micro Pitting) 및 프레팅(Fretting) 손상 메커니즘을 정밀 분석하는 연구용 시험기 입니다.
- Micro-pitting은 볼이나 롤러 등의 베어링 형상 보다 접촉 조건(윤활막 두께 대비 표면 거칠기/SRR/접촉 압력)에 의해 결정되므로, 경계~혼합윤활 영역(λ≈1~2, 5미만)을 형성하도록 시험기에서 조건을 조정하면 볼 베어링과 롤러 베어링 모두 Roller on Flat 시험형상에서 재현 시험이 가능합니다.
- 이 시험 장비에서 만족스러운 결과를 얻기 위해서는, 시험 시편의 재질, 상대 경도 및 표면 거칠기를 적절히 선택하는 것이 중요하며, 이후 런닝인(running-in) 과정과 후속시험 조건에 특히 주의를 기울여야 합니다.
- 본 장비는 윤활유 및 그리스의 마이크로 피팅 및 프레팅 성능을 정량적으로 평가하기 위한 최적의 시험 솔루션입니다. Micro-pitting은 “구름 + 미끄럼 + 경계윤활” 조건이면 발생하므로, 구름 베어링뿐 아니라 기어, 캠, 샤프트 접촉부, CV JOINT, 레일 등 모든 rolling/sliding 접촉 부품에서 발생 합니다.
- 그리고, 글로벌 윤활유첨가제 제조사인 AFTON에서도 Model TE 55의 초기버전으로 만족스러운 시험을 하였습니다.

Model TE 55 MICRO-PITTING & BEARING FRETTING RIG
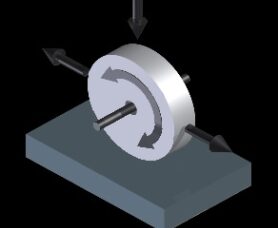
시편 시험 형상 : Roller on Flat
영국 Phoenix Tribology사, Model TE 55 마이크로 피팅 & 베어링 프레팅 시험기
– 소개 동영상 5분 40초
Micro-Pitting 발생 조건 및 시험 환경
영향 인자
- 마이크로 피팅은 접촉 압력, 재료 경도, 표면 거칠기 및 윤활유 막 두께에 의해 영향을 받습니다.
피로 사이클 조건
- 마이크로 피팅은 약 10⁵ ~ 10⁶ 피로 사이클 사이에서 발생할 수 있습니다. (Macro Pitting : 10⁹ ~ 10¹⁰ 피로 사이클로 Micro Pitting의 약 100배)
접촉 압력 조건
- Micro Pitting을 생성하기 위해서는 고압 2~2.5 GPa 에서만 발생하는 Macro Pitting과 달리, 접촉 압력이 1.5 GPa를 초과하지 않아야 하며, 약 1 GPa에서 필요한 파손 모드 발생과 시험 시간 사이의 최적의 균형을 찾을 수 있습니다 (Micro Pitting : 0.5 ~ 1.5 GPa , Macro Pitting : 2~2.5 GPa 에서 발생)
미끄럼~구름 비율 (Slide Roll Ratio) : 0~10%인 조건
λ 비율 및 윤활 상태
- Micro Pitting을 발생시키려면은 λ 비율(윤활막 두께/표면 거칠기)은 5 미안이어야 하며, 이 시험 장비에서 발생하는 매우 낮은 유입 속도는 윤활유 점도와 관계없이 경계 윤활 조건에서 시험이 수행되도록 보장 합니다.
Running-in 조건
- 표면 거칠기의 균일한 분포를 얻기 위해서는 탄성 안정화 한계의 하한에 해당하는 접촉 압력에서 길들이기 시험을 수행해야 합니다. 일반적으로 이 압력은 0.25 GPa를 초과해서는 안 됩니다. 길들이기 시험은 일반적으로 약 10⁵ 피로 주기 후에 완료됩니다.
- *탄성 안정화한계 = 탄성 쉐이크다운(Elastic Shakedown)*은 재료 역학 및 접촉 역학에서 매우 중요한 개념으로, “반복적인 하중을 받는 재료가 처음에는 약간의 영구 변형(소성 변형)을 겪다가, 어느 순간부터는 더 이상 변형되지 않고 안정적인 탄성 상태로 돌아오는 현상
베어링 접촉 및 Fretting 메커니즘
Micro-Slip 발생
- 많은 종류의 구름 요소 베어링 접촉은 구름 요소와 베어링 레이스 사이에 미세 미끄러짐 (Micro Slip) 영역을 발생시킵니다. 이는 베어링의 마찰 손실을 유발하는 주요 메커니즘입니다.
Grease Fretting 메커니즘
- 그리스 윤활 베어링에서 프레팅은 베어링의 낮은 진폭 진동 운동 조건에서 발생할 수 있으며, 이로 인해 접촉면에서 미세 미끄러짐이 발생합니다. 이는 접촉면에서 그리스가 배출되고 보호막이 제거되는 결과를 초래할 수 있습니다.
손상 및 평가 목적
- 이러한 현상은 산화물 파편의 생성 및 유입과 결합되어 베어링 손상 및 조기 고장을 유발할 수 있습니다. 윤활유는 마모 방지 능력을 비교 평가하기 위해 테스트 됩니다.
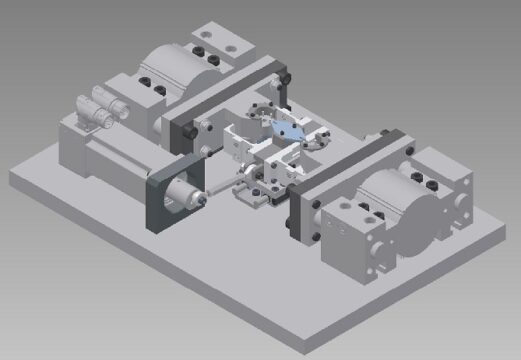
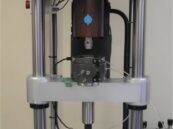
마이크로 피팅 & 베어링 프레팅 시험기 – 시험 장비 구성 및 구동 구조
왕복 구동 시스템
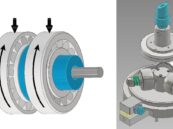
- 이 시험기는 왕복 구동 장치와 왕복 운동 어셈블리의 양쪽에 장착된 가이드 실린더로 구성됩니다. 판형 플레이트 모양 시편은 왕복 운동 어셈블리의 양쪽에 장착되며, 20mm 롤러 샘플이 접촉 상태로 하중을 받습니다. 하중은 시험 롤러와 구름 접촉하는 한 쌍의 니들 롤러 캠 팔로워를 통해 가해집니다.
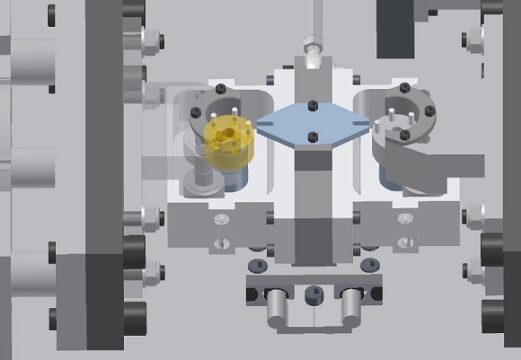
Slide-Roll 제어 메커니즘
- 시험 롤러와 플레이트 시편 사이에 접촉면에서 가변적인 슬립을 발생시키기 위해, 플랜지 캐리어(flanged carrier)가 시험 롤러에 압입 장착된다.
- 플랜지에는 자유단 측에 구동 핀이 있으며, 이 핀의 PCD(Pitch Circle Diameter)는 원하는 slide-roll 거동을 생성하도록 설계된다. PCD = 핀들이 원형으로 배치될 때, 그 중심을 연결한 가상의 원의 직경
- 왕복축 샤프트에 연결된 포크형 플레이트가 이 핀과 결합하여 운동을 전달하며, 플랜지는 테스트 롤러의 수직 위치를 동시에 유지하는 역할을 한다.
마이크로 피팅 & 베어링 프레팅 시험기 – Slide-Roll 거동 및 시험 성능
Slide-Roll Ratio (SRR) 특성
–구동 핀의 PCD는 테스트 롤러 직경과 동일하게 설계되어, 스트로크 중앙에서는 순수 구름(슬라이드-롤 비율 0%)이 형성되며, 스트로크 끝으로 갈수록 슬라이드-롤 비율이 증가한다.
왕복 운동은 기어모터 구동 크랭크 메커니즘에 의해 생성되며,
- 베어링 프레팅 시험: ±1 mm
- 마이크로 피팅 시험: ±4 mm
의 스트로크 진폭을 가진다.
Micro-Slip 및 Micro-Pitting 조건
- ±1 mm 조건에서는 중앙에서 SRR 0%, 스트로크 끝에서 약 0.5%로, 접촉부에서 마이크로 슬립이 발생한다.
- ±4 mm 조건에서는 중앙에서 SRR 0%, 스트로크 끝에서 약 8.7%로 증가하며, 이는 기어에서 발생하는 마이크로 피팅 조건과 유사한 Slide-Roll 비율을 재현한다.
피로 사이클 및 시험 효율
- 각 왕복 운동 사이클당 시편에는 2회의 피로 사이클이 가해지며, 10 Hz 왕복 주파수 기준 약 7시간 동안 500,000 피로 사이클이 부여된다.
- TE 55는 2-스테이션 구조로 구성되어 있어 동일 시간 동안 총 1,000,000 피로 사이클을 생성할 수 있으며, 이는 마이크로 피팅 및 베어링 프레팅 마모를 재현하는 데 매우 효율적인 시험 장비임을 의미한다.
영국 Phoenix Tribology 제조사 – 1956년 설립된 Plint & Partners의 기술을 기반으로 최고의 Solution Provider – 웹사이트 링크
한미산업 사이트 : 다양한 마찰마모윤활 시험기 리스트
가변 슬라이드-롤 비율 기하구조 (Variable Slide-Roll Ratio Geometry)
스트로크 위치에 따른 슬라이드-롤 비율(Slide-Roll Ratio)의 변화를 생성하는 기본 메커니즘을 설명 합니다.
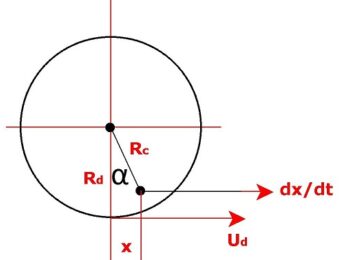
Slide-Roll Ratio 계산식
기호 정의
| 기호 | 의미 |
|---|---|
| Rd | 디스크 반경 (Disc radius) |
| Rc | 크랭크 반경 (Crank radius) |
| A | 왕복 진폭 (Reciprocating amplitude) |
| x | 왕복 스트로크 위치 (Reciprocating stroke position) |
| α | 각회전량 (Angular rotation) |
| Ud | 기준점 O에 대한 디스크 표면 속도 (Disc surface speed relative to O) |
| Up | 기준점 O에 대한 플레이트 표면 속도 (Plate surface speed relative to O) |
기본 정의
Slide-Roll Ratio = Sliding Velocity / Rolling Velocity
Sliding Velocity = |Ud − Up|
Rolling Velocity = 0.5 × (Ud + Up)
Slide-Roll Ratio (%) = 200 × |Ud − Up| / (Ud + Up)
플레이트 및 디스크 속도
Up = dx/dt
= Aω cos(ωt)
Ud = Rd · dα/dt
기하학 관계식
sin α = x / Rc
α = sin−1(x / Rc)
dα/dt = (dx/dt) · (Rc2 − x2)−0.5
유도식
Ud = [Rd · (Rc2 − x2)−0.5] · dx/dt
Slide-Roll Ratio (%) = 200 × |Ud − Up| / (Ud + Up)
= 200 × |[Rd · (Rc2 − x2)−0.5] · dx/dt − dx/dt| / [[Rd · (Rc2 − x2)−0.5] · dx/dt + dx/dt]
= 200 × |[Rd · (Rc2 − x2)−0.5] − 1| / [[Rd · (Rc2 − x2)−0.5] + 1]
간단한 설명
이 식은 스트로크 위치 x가 바뀔 때 플레이트 속도와 디스크 속도의 차이가 어떻게 달라지는지를 계산하여, 결과적으로 Slide-Roll Ratio (SRR, 구름-미끄럼 비율)가 위치마다 어떻게 변하는지를 보여줍니다.
스트로크 중앙에서는 두 속도가 비슷해져 SRR이 작아지거나 0%에 가까워지고, 스트로크 끝으로 갈수록 두 속도 차이가 커져 SRR이 증가합니다. 즉, TE 55는 한 번의 왕복 운동 안에서도 순수 구름 상태와 미끄럼이 큰 상태를 함께 재현할 수 있습니다.
쉽게 설명하면 이 수식은
*두 접촉면이 얼마나 다르게 움직이는가*를 %로 나타내는 식 입니다
SRR = 0% 이면 두 면이 같은 속도로 움직여서 순수 구름(Pure Rolling) 상태입니다.
SRR 값이 커질수록 구름만 있는 것이 아니라 미끄럼(Sliding) 이 점점 더 커집니다.
따라서 SRR은 마이크로 피팅(Micro-pitting), 프레팅(Fretting), 미끄럼 마모(Sliding Wear) 같은 손상 조건을 설명할 때 매우 중요합니다.
모델 TE 55 마이크로 피팅 & 베어링 프레팅 시험기 에서는
스트로크 중앙에서는 SRR이 0%에 가까워지고,
스트로크 끝으로 갈수록 SRR이 증가하여 실제 베어링이나 기어 접촉과 유사한 구름-미끄럼 조건을 재현 합니다.
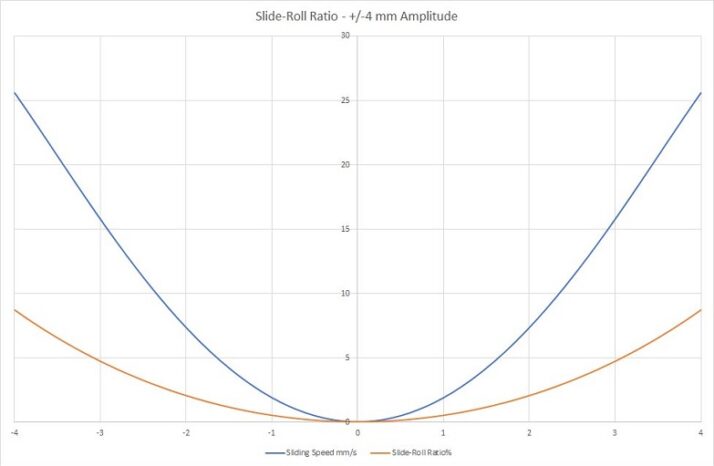
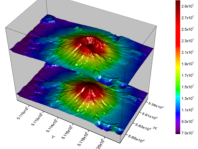
- 디스크 반경(Rd) = 크랭크 반경(Rc) = 20 mm 조건에서,
- 슬라이드-롤 비율(Slide-Roll Ratio)과 미끄럼 속도는 아래와 같이 스트로크 위치에 따라 변화합니다.
- 아래 그래프 → X축: 스트로크 위치 (mm) Y축: 미끄럼 속도 (mm/s) 및 슬라이드-롤 비율 (%) 파랑색선: 미끄럼 속도 (Sliding Speed, mm/s) 주황색선: 슬라이드-롤 비율 (Slide-Roll Ratio, %)
윤활유와 그리스 시험 장치와 방법
윤활유 시험 관련 :
- Two lubricant baths, one for each station : 샘플 2개 동시 시험장치에 각각 윤활액이 약간 찰랑 거릴 정도의 테스트 배스가 시험기에 공급 됩니다.
그리스 시험 관련 :
- 그리스는 주사기를 사용하여 접촉면에 주입하는데, 주입구가 가득 찰 정도로 충분한 양을 주입합니다.
- 프레팅 그리스 시험은 그리스가 미세 진동 조건에서 접촉면에 얼마나 오래 유지되며, 낮은 전단(shear) 조건에서도 기유(base oil)를 지속적으로 방출할 수 있는지를 평가하는 시험 입니다.
- 프레팅 테스트의 경우, 특성상 그리스는 마찰 접촉면에서 점진적으로 배출 됩니다. 그리스는 접촉면을 윤활하기 위해 방출되어야 하는 기유(base oil)를 저장하는 역할을 합니다. 베어링 프레팅은 그리스가 낮은 진폭의 미세 운동 중에(=마찰운동 진폭이 매우 작음 1micro 미만) 분리 윤활막을 유지하기에 충분한 기유를 방출하지 못하여 기유 부족 현상이(=base oil starvation) 발생할 때 자주 발생합니다.
- 따라서 이러한 유형의 테스트는 본질적으로 그리스가 접촉면 내에 유지되고 매우 낮은 전단 조건에서 기유를 방출하는 능력을 나타냅니다. 파프니르 테스트와(Fafnir test,) 같은 테스트와 마찬가지로 그리스는 한 번만 주입하고 정해진 횟수만큼 테스트를 진행 합니다.
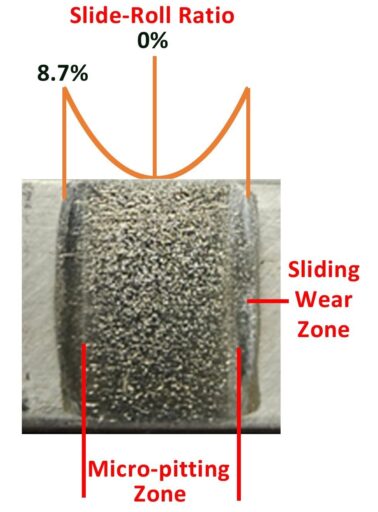
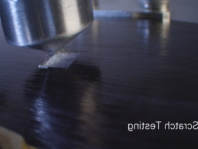
시험 예 – Micro Pitting
본 시험 사례는 PAO4 윤활유를 사용하여 10 Hz 조건에서 수행되었으며, 런닝인 이후 접촉 압력 1.0 GPa 조건에서 진행되었습니다. 시험 장비에서 직접 채취한 시험 플레이트 시편은 아래와 같은 형태를 나타냅니다.

600,000회의 왕복 사이클(즉, 1,200,000회의 피로 사이클) 이후, 시편 표면은 아래와 같은 상태를 나타냅니다.

1,500,000 피로 사이클 이후, 시편 표면은 아래와 같은 상태를 나타냅니다.

- 스트로크 끝단에서는 슬라이드-롤 비율이 최대에 도달하며,
- 마이크로 피팅은 소성 변형 및 미끄럼 마모로 전환됩니다. 시편 표면은 아래와 같은 상태를 나타냅니다.
시험 예 – Bearing Fretting
- 본 시험 사례는 서로 다른 두 종류의 그리스를 사용하여 10 Hz, 스트로크 2 mm 조건에서 수행되었습니다. 런닝인 이후 시험은 접촉 압력 0.75 GPa에서 200,000회의 왕복 사이클(총 400,000 피로 사이클) 동안 진행 되었습니다.
- 그리스 테스트는 Fafnir (Timken 그룹)베어링 마모 테스트에서 성능이 입증된 두 가지 샘플(Grease 2004 및 Grease 2010
- 두 롤링 요소 시험 시편을 비교한 결과, 사용된 그리스에 따라 마모 정도에 뚜렷한 차이가 나타났으며, 일부 시편에서는 산화 마모 입자의 축적이 관찰되었습니다.
- 그리스 비교 시험 결과 – 마모 차이 및 산화 입자 축적 관찰
모델 TE 55 마이크로 피팅 & 베어링 프레팅 시험기
– 제어 시스템 / 시험 시편
제어 및 계측 시스템 (Control and Instrumentation)
- 본 장비는 PLC 제어 시스템을 적용하여, 설정된 사이클 수를 입력할 수 있는 프로그래머블 배치 카운터 기능을 제공한다.
- 또한 온도 제어를 위한 PID 컨트롤러가 포함되어 있다.
- 화면 인터페이스를 통해 모터 속도의 수동 제어가 가능하며,
- 하중, 온도, 주파수 및 사이클 수를 실시간으로 표시한다.
표준 시험 시편 (Standard Test Specimens)
- Micro-pitting 시험: 경화된 NSOH BO1 공구강 롤러 / 어닐링된 52100 판형 플레이트 조합
- Bearing Fretting 시험: 52100 베어링 롤러 / 어닐링된 52100 판형플레이트 조합
본 장비는 윤활유 및 그리스의 마이크로 피팅 및 프레팅 성능을 정량적으로 평가하기 위한 최적의 시험 솔루션 입니다.
모델 TE 55 마이크로 피팅 & 베어링 프레팅 시험기
– 상세 사양
Technical Specifications
| Parameter | Specification |
|---|---|
| Contact Configuration | Roller on Flat |
| Roller Diameter | 20 mm |
| Flat Width | 5 to 10 mm |
| Amplitude – Fretting Tests | ±1 mm |
| Slide-Roll Ratio – Fretting Tests | 0% at mid-stroke – 0.5% at stroke-end |
| Amplitude – Micro-Pitting Tests | ±4 mm |
| Slide-Roll Ratio – Micro-Pitting Tests | 0% at mid-stroke – 8.7% at stroke-end |
| Load Actuator | Pneumatic Cylinder – 80 mm Diameter |
| Load Measurement | Pressure Transducer with PLC Display |
| Temperature Range | Ambient to 80°C |
| Motor and Drive | Single Phase 400 W Gear Motor |
| Maximum Frequency | 10 Hz |
| Controller | PLC with Touch-Screen User Interface |
Contact Pressure (Steel)
| Pressure (Bar) | Pmax (GPa) – 10 mm Contact Width |
|---|---|
| 1.00 | 0.43 |
| 2.00 | 0.61 |
| 3.00 | 0.75 |
| 4.00 | 0.86 |
| 5.00 | 0.96 |
| 5.40 | 1.00 |
| 6.00 | 1.06 |
| 7.00 | 1.14 |
Control & Services
Manually Controlled Parameters
| Parameter | Control Method |
|---|---|
| Load | Manual Pressure Regulator |
| Rotational Speed | PLC Control |
Automatically Controlled Parameters
| Parameter | Control Method |
|---|---|
| Reservoir Temperature | PID Control (PLC) |
| Test Duration | Batch Counter (PLC) |
Services
| Service | Specification |
|---|---|
| Electricity |
220/240 V, single phase, 50 Hz, 1.2 kW 110/120 V, single phase, 60 Hz, 1.2 kW |
| Compressed Air | 4 cfm at 8 bar (typical) |




한미산업
1999년 개업 이후, 지난 30여년간
- Tribology(마찰/마모/윤활/CMP 연마), 스크래치, 고온 경도계, 베어링 시험기 : 미유럽 일본의 유명 제조공급사인 BRUKER, PHOENIX Tribology, TABER, SHINTO Heidon, INNOWEP, AMTEC, TRICO사.
- 열분석기(DSC,TGA,STA,TMA), 고온진공로 : 스위스 KEP 그룹의 SETARAM SETSAFE, 미국 MRF사, 일본 ENEOS MATERIALS사의 수지 열경화 시험기 등
최첨단 장비들을 국내에 소개 및 판매 기술 지원하여 왔으며, 또한 이기술을 바탕으로 일부 품목 제조를 통하여 국산화에도 노력하여 왔습니다. 앞으로도 더욱 노력하여 국내 기술 발전에 이바지 하도록 하겠습니다.
상호: 한미산업
대표: 최동하
사업자등록번호: 219-02-82992
Address
#619-ho, 6F, Building A, Terra Tower, Munjeong Station, 167 Songpa-daero, Songpa-gu, Seoul, 05855, South Korea
서울특별시 송파구 송파대로 167, 문정역 테라타워 A동 6층 619호. (문정동 651) 우편번호 05855
찾아오시는 길
서울 지하철 8호선 문정역 3번 출구에서 도보 약 300m 거리에 위치해 있으며, 지하 보행 통로로도 연결되어 있어 우천 시에도 편리하게 방문하실 수 있습니다.
Tel. 02-3411-0173
Fax. 02-3411-0178
choi.dongha77@gmail.com
견적문의
한미산업. All rights reserved.